GTI Gasification Technology (SGT) is a flexible, efficient, and economic technology that produces synthesis gas, or syngas, a mixture comprised primarily of hydrogen, carbon monoxide, and methane, from various carbon-containing materials such as coal. Syngas is a versatile source of clean energy and is also used to create a variety of valuable products. SGT offers a low-cost alternative to manufacturing many of the world’s energy and chemical products normally made from natural gas, imported LNG, or crude oil.
SGT is uniquely capable of manufacturing syngas from a wide variety of energy resources including coal, coal wastes, biomass, municipal wastes, refuse derived fuels, and petroleum coke.
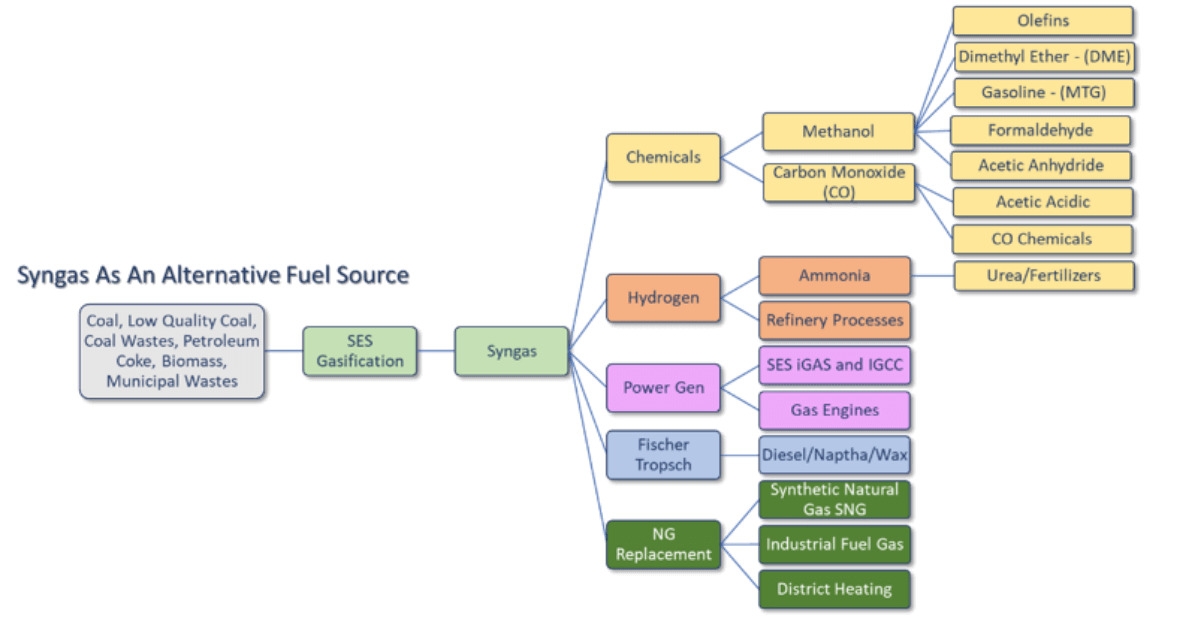
SGT economically converts the carbon and hydrogen in these energy resources in an environmentally friendly manner by reacting the solids with oxygen and steam under conditions that reduce complex molecules into simple gases. The syngas produced can be used as a fuel gas to produce heat, replacing natural gas in industries such as energy, steel, aluminium, ceramics, and glassmaking. In addition, syngas is readily converted into a wide range of energy and chemical products including, but not limited to, the following:
- hydrogen and its derivatives,
- electricity,
- substitute natural gas (SNG),
- transportation fuels such as gasoline, diesel and jet fuel,
- chemicals such as methanol, olefins, dimethyl ether and glycols,
- fertilizers like ammonia and urea, and
- steel and direct reduction of iron (DRI)
GTI Gasification Technology
Generates Syngas Used for the Production of a Variety of Energy
and Chemical Products

Gasification is used commercially worldwide to produce syngas for these end products using a wide range of gasification technologies. SGT is meaningfully differentiated from other forms of gasification through its feedstock flexibility and its ability to maintain efficiency and favorable costs even when using low-rank coals (including lignite), waste coals, or biomass.
Overview of GTI Gasification Process
SGT is a single-stage, bubbling fluidized bed gasification system requiring minimal feed preparation.
Block Flow Diagram of GTI Gasification Process

The solid feedstock is prepared as needed then pneumatically conveyed into the SGT reactor. Preparation may include grinding, sorting, shredding and/or some drying if necessary to get the feedstock to the required size and moisture for the gasifier feed system.
The GTI gasifier is a jet-enhanced fluidized bed reactor. Within the fluidized bed, the feedstock reacts with steam and oxygen, and the temperature is moderated to maintain high carbon conversion and non-slagging conditions for the ash present in the feedstock.
The feedstock and reactant gases, including steam and oxygen, are introduced into the gasifier and used to fluidize the solid particles inside the gasifier as well as to react with the solids. Most of the fine solids carried over from the gasifier are separated from the syngas and returned to the gasifier prior to heat recovery. The remaining fines are captured through GTI’s proprietary Fines Management System (FMS) and returned to the SGT gasifier for further conversion.
Ash is removed by gravity from the gasifier and is discharged into a system for depressurization, cooling, and disposal. The SGT gasifier maintains a low level of carbon in the bottom ash product and achieves overall carbon conversions that can exceed 99% in normal operating conditions. Cold gas efficiencies (CGE) of over 80% and carbon conversion of up to 99% have been repeatedly demonstrated on a commercial scale in SGT operating plants. CGE is a measure of the amount of energy in the feedstock that is converted to syngas chemical energy and is an important driver of gasification economics.

The product syngas is essentially free of tars and oils due to the temperature and residence time of the gases in the SGT gasifier, simplifying downstream heat recovery and gas cleaning operations. The clean syngas is then further processed for use in the many applications mentioned above. Other byproducts such as sulfur, carbon dioxide, steam, and coarse ash are viable commercial products. SGT allows for carbon capture during syngas processing in the syngas cleanup systems downstream of the gasification processes.
SGT Technical Advantages
SGT has several advantages that differentiate it from other commercially available gasification technologies, such as entrained flow, fixed bed, and moving bed gasification technologies.
These advantages include:
- SGT’s ability to economically utilize a wide range of feedstocks including high ash/low calorific value feeds to make clean syngas enables global opportunities for gasification projects in areas where the coal quality would not be suitable for other gasification technologies;
- SGT’s advanced fluidized bed design is extremely tolerant to a wide variation in feedstock during operation, which allows for flexible fuel purchasing for SES’s customers over the life of their projects; and
- SGT uses less water and has a simpler design that yields more favourable fabrication costs, lower operating costs, and lower capital cost than other gasification technologies.
Economic advantage
- Fuel flexibility and efficiency – able to gasify low rank/waste coals,
- Operationally efficient and relatively low capital intensity.
- Simple operation, high availability and reliability.
Unique, proven technology
- Extensive development over 40 years with support from US Department of Energy and Industry (original development through Gas Technology Institute).
- Multiple pilot, demo and commercial-scale plants since 1975, developing extensive feedstock and operational experience.
- Twelve commercial gasifiers at five large operating sites in China (largest is 13.5PJ of syngas for 300,000tpa of methanol at the Yima facility), with more projects in pipeline. Yima currently planning expansion to 1mtpa methanol.
Environment-friendly
- Energy policy compatible – low carbon emissions (in line with recent “Finkel Report” guidelines).
- Low water consumption, able to utilise industrial waste water.
- Able to produce green energy using renewable biomass.